
The conveyor remains underrated in the modern manufacturing industry’s obsession with efficiency and productivity.
This brilliant technology has impacted material handling and production processes in almost all industries; however, its presence is felt more than seen. It is clear that nearly every product we use or come into contact with, from food to automobiles, has been made possible with the use of different types of conveyors in the manufacturing cycle.
This article explores the role of conveyors in modern manufacturing.
What is a Conveyor?
A conveyor, in the simplest way, is a device used to transfer commodities from one position to another. Such an easy idea has changed the course of manufacturing activities by making it possible to mechanize functions deemed repetitive, reduce risks, and improve movement systems.
The range of conveyors is broad, and there are different kinds designed for various needs and applications:
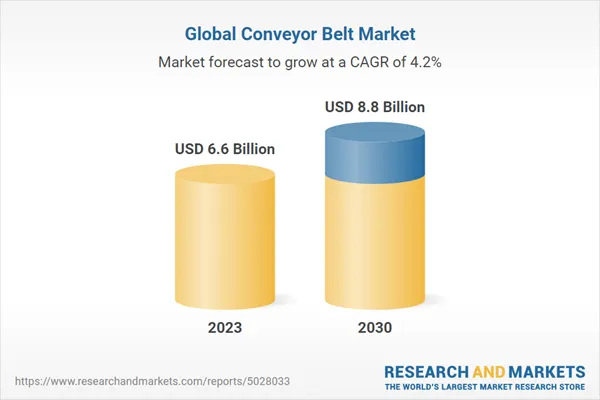
1. Belt Conveyors
These conveyors are the most popular because they contain a loop of material on which the load is carried. They are versatile and carry small boxes or large masses like grains and minerals.
Market research indicates that the market value of belt conveyors is expected to rise to US$ 8.8 billion by 2030, growing at a compound annual growth rate (CAGR) of 4.2% from 2023 to 2030.
2. Roller Conveyors
Rollers in these conveyors enable the movement of items along the line.
Roller conveyors are best suited for transporting heavy loads using gravity assistance. They also have applications in warehouses and distribution centers. According to a report by Fortune Business Insights, the global roller conveyor market is expected to be valued at 9.26 billion US dollars by 2032, with a growth rate of 5.5 % in the forecast period.
3. Chain Conveyor
This conveyor system comprises heavy-duty application chains that push or pull loads.
Chain conveyors are often used in heavy industries or even extreme conditions, such as sustained high or low temperatures or dusty and dirty environments. They are most common in the automotive industry for assembly line and paint shop activities.

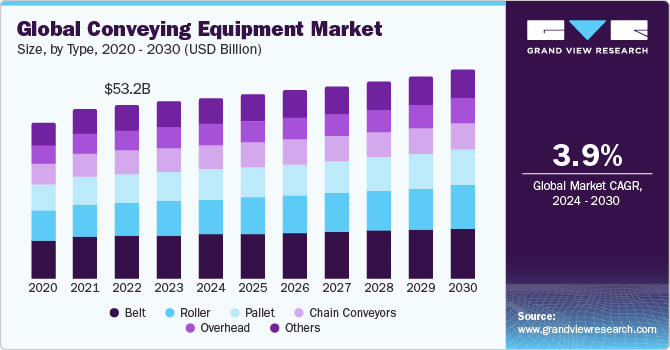
4. Screw Conveyors
This conveyor is quite different from the others and utilizes a trough that has a rotating helical blade that moves the material within the plane. This type of system is usually available as an agricultural device for storage and movement of bulk powders with a free flow, granular solids, or liquids, such as in the case of the pharmaceutical industry. The global screw conveyor market is forecasted to register a CAGR of 3.9% in the period spanning from 2024 to 2030, as reported by Grand View Research.
Conveyors in Action: Transforming Manufacturing Processes
The role of conveyors in contemporary production cannot be overstated. Below are some of the other aspects of their use which improve efficiency and output:
1. Automation
Conveyor belts have played an important role in removing manual, repetitive work such as changing workstations, loading and unloading machines, and carrying finished goods to packing. This helps eliminate boring duties from human resource workers and enables them to pay attention to things that do not require a lot of repetitive effort but involve thinking and creativity.
2. Increased Production Speed
Conveyor belts allow a constant and regulated flow of materials, significantly increasing production activity speed. This enhances the throughput levels, minimizes the cyclic time, and leads to more production.
In this age and time where market speed is crucial and time is of the essence, conveyor belts are a huge plus. For instance, a beverage company’s new conveyor system increased its production capacity by 20%.

3. Enhanced Workplace Safety
Conveyors improve the work environment by minimizing manual manipulation of goods, reducing the probability of workplace injuries, such as strains and sprains or back problems. In addition, they help keep the working environment neater and more orderly, which is an added advantage for safety.
4. Flow Of Activities Aligned
Conveyors are key in ensuring good material movement at each production stage. In addition, they can be incorporated with other automated mechanisms, such as robotic arms and automated guided vehicles (AGVs), so that activities can be coordinated to accomplish the task at hand in the most efficient manner possible.

5. Reduced Labor Costs
In most cases where it is physically possible to introduce a conveyor for the material handling process, labor expenses are remarkably decreased as the amount of manual work is minimized.
When labor expenses are low, the company can use the available resources intelligently and put them in other areas of the business. Initially, a case study conducted by Honeywell Intelligrated indicated that a new conveyor system in the distribution center led to 30% savings in labor costs.
Conveyors Beyond the Factory Floor
Conveyors have an unbroken presence in the production industries. However, their use is not limited to the four walls of a factory. They play an important role in various other businesses and environments:
1. Distribution Centers
Among the various aspects of modern distribution centers, it would be hard to ignore the importance of conveyor systems in sorting, transporting, and controlling goods. Thanks to these systems, orders can be delivered quickly to the customers and final products to the end users without any bottlenecks.
2. Airports
Air travel can be tiring and aggravated when checking in and out of excess baggage. This is why baggage handling systems are typically described in broad terms as having conveyors to ease the motion of the checked-in bags within the imposed limits to ensure that all the travellers transiting have minimal distress.

3. Mining
In another scenario, conveyors are used again to transport a significant part of the mined or excavated material including coal ore and aggregates pipelines over a long distance and through challenging terrains. They are essential in mining as they help efficiently get and move these precious minerals.
4. Food Industry
In the field of food processing, conveyors have key functions, which being applied, provide the hygiene and convenience in raw materials or ready products. This prevents the occurrence of food safety violations and prevents food from being contaminated by other food products.

Final Words
Today’s manufacturing practices cannot survive without conveyors. They contribute greatly to many industries’ efficiency, productivity, and safety.
In removing the struggle associated with manual material handling, organizing the workflow, and attaching it to other systems, it is no wonder that conveyors are necessary for any business that wants to survive in the present competitive environment.
As technology improves, conveyors will undoubtedly be central to transforming the face of production in the future by ensuring the quality and safe delivery of manufactured goods.
Read More : What is xFi Complete? Explore Everything
Read More : How Many MB In A GB? A Comprehensive Guide



